

-
-

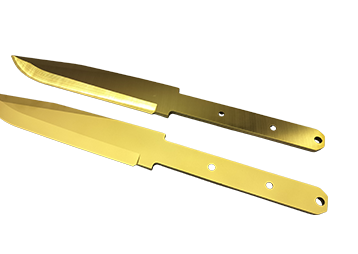
柱塞DLC涂层加工
高硬度:硬度可达 2200或 4000HV以上,能有效抵抗磨损和摩擦。低摩擦系数:通常约为 0.04,可降低柱塞与其他部件之间的摩擦,提高效率。良好的化学稳定性:具有优异的耐蚀性,能耐各种酸、碱等腐蚀,可在恶劣环境下使用。¥ 0.00立即购买
-

压刀镀dlc表面处理工艺
DLC涂层厚度为1-5微米,故而不用担心会给尺寸带来麻烦,并以最新工艺使产品具有良好的润滑、散热(干式),使工件寿命可增加10-50倍。¥ 0.00立即购买
-

五金配件DLC涂层工厂
DLC类金刚石涂层加工后可使得产品硬度可达到HV2200-4000度,耐低温工作温度<300度;耐高温> 1000度;使工件寿命提升2-10倍,让工件拥有耐磨性/光洁度/防腐/防酸/防生锈等特性。¥ 0.00立即购买
-

2米钢件沉积DLC涂层
DLC类金刚石涂层加工后可使得产品硬度可达到HV2200-4000度,耐低温工作温度<300度;耐高温> 1000度;使工件寿命提升2-10倍,让工件拥有耐磨性/光洁度/防腐/防酸/防生锈等特性。¥ 0.00立即购买
-
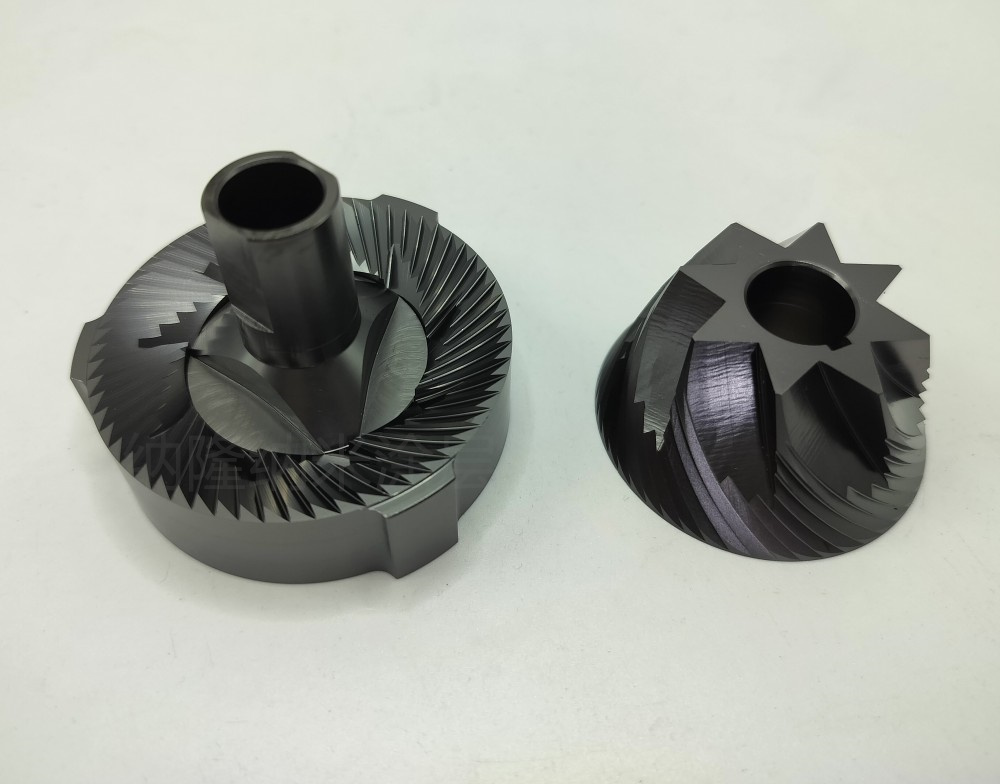
刀盘DLC表面处理
咖啡刀盘对于一款普通刀盘而言,其材质、刃纹的设计以及加工精度尤为重要。刀盘经过镀钛处理,不仅大大提高了刀盘的硬度和耐磨性,同时保持良好的热稳定性和化学稳定性。此款刀盘采用DLC镀层工艺。DLC薄膜拥有与金刚石接近的硬度,具有良好的润滑性,摩擦系数低,耐腐蚀且热导率较高,更有助于散热,咖啡粉不易附着,大大提升了咖啡刀盘的使用体验。¥ 0.00立即购买
-

螺纹dlc加工
DLC涂层厚度可达到0.55um,故而不用担心会给尺寸带来麻烦,并以最新工艺使产品具有良好的润滑、散热(干式),使工件寿命可增加10-50倍。¥ 0.00立即购买
-

压刀镀Ta-c涂层
Ta-c涂层是一种无氢碳元素涂层,被称作四面体非品体金刚石涂层。其sp与sp键的比值较高其Sp3金刚石含量可达65-85%之间,维氏硬度可达5000-7000HV。Ta-c具有一定的透明度当涂层厚度小于lpm时,工件会由于光干涉作用而呈现彩虹色彩。随着涂层厚度的增加,颜色会变为灰黑色。¥ 0.00立即购买
-

类金刚石涂层DLC
公司主要技术为DLC涂层(DLC类金刚石、Ta-c超级类金刚石涂层WCC碳化钨涂层),PVD涂层(TIN氮化钛涂层、CRN氮化铬涂层、TICN碳氮化钛涂层、MICC陶瓷氮化铬涂层、ZRN氮化锆涂层、ALCRN氮化铬铝、TIALN氮化铝涂层、TIALCRN氮化铬铝钛涂层).¥ 0.00立即购买
-

户外斧头dlc膜层
DLC涂层加工加工后可使得产品硬度可达到HV2200-4000度,耐低温工作温度<300度耐高温>1000度;使工件寿命提升2-10倍,让工件拥有耐磨性/光洁度/防腐/防酸/防生锈等特性。¥ 0.00立即购买
-

卷针DLC膜
卷针DLC膜¥ 0.00立即购买
-

烫针dlc镀膜工艺
烫针dlc镀膜工艺¥ 0.00立即购买
-

冲头DLC工艺
冲棒的表面处理冲棒的表面处理,随着我国的产品质量提升,越来越多的生产企业对提高冲棒的使用寿命非常高的期望,冲头表面镀钛DLC处理就是一个非常好的选择;其优点在于dlc涂层处理后的工件尺寸控制比较好,厚度一般为2-3UM。镀钛后的冲棒表面摩擦系数减小、表面硬度提升35%,使得冲棒的耐磨性提升45%,光洁度提升到光洁度0.4-0.8,从而寿命也大大的延长。¥ 0.00立即购买
-
-
-

Ta-c七彩涂层
Ta-c涂层是一种无氢碳元素涂层,具有高硬度和抗粘结性,适用于模具和切削工具行业。其颜色随厚度变化,厚度小于1微米时呈现彩虹色彩,随厚度增加变为灰黑色。硬度可达5000-7000HV,摩擦系数低,最高应用温度350°。相比DLC涂层,Ta-c涂层具有更高硬度和抗温性能,厚度更薄,可显著降低摩擦系数,提高燃油经济性,减少污染。¥ 0.00立即购买
-

车削刀具镀七彩Ta_c涂层
Ta-c涂层是一种无氢硕元素涂层,被称作四面体非品体金刚石涂层。其sp与sp键的比值较高其Sp3金刚石含量可达 65~85%6 之间,维氏硬度可达 5000-7000HV。Ta-c具有一定的透明度。当涂层厚度小于1pm时,工件会由于光干涉作用而呈现彩虹色彩。随着涂层厚度的增加,颜色会变为灰黑色。由于 Ta-℃ 涂层良好的抗粘结性和高硬度使其在模具和切削工具行业发挥着重要的作用。¥ 0.00立即购买
-

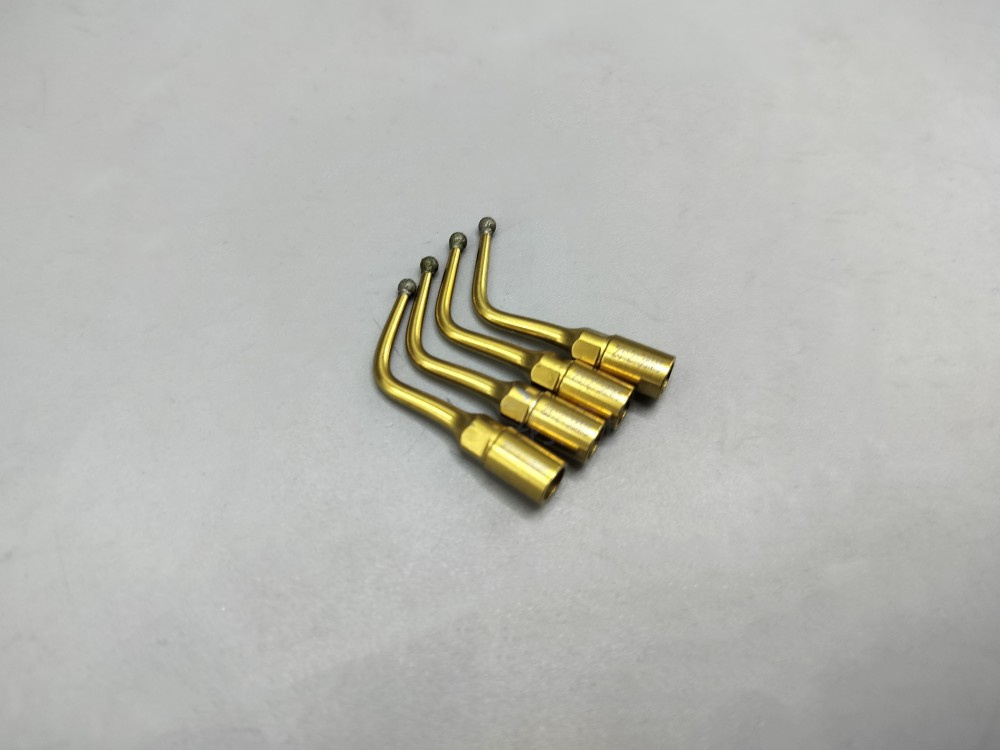
七彩丝攻无氢DLC涂层
七彩丝攻无氢DLC涂层主要应用于钻头和铣刀丝锥上,特别是掺杂金属的DLC膜,它不仅具有高的硬度,还具有低的摩擦系数、抗有色金属粘结,它是硬度最高的DLC涂层,且颜色呈现彩色,与其他DLC涂层相比,ta-C膜层具有更高的硬度和抗温性能,并可显著降低摩擦系数。改善了发动机效率、更少的燃油消耗和更低的CO2排放。对更佳燃油经济性和更少污染的推动,已将ta-C涂层应用在切削刀具和成形工具上。¥ 0.00立即购买
-
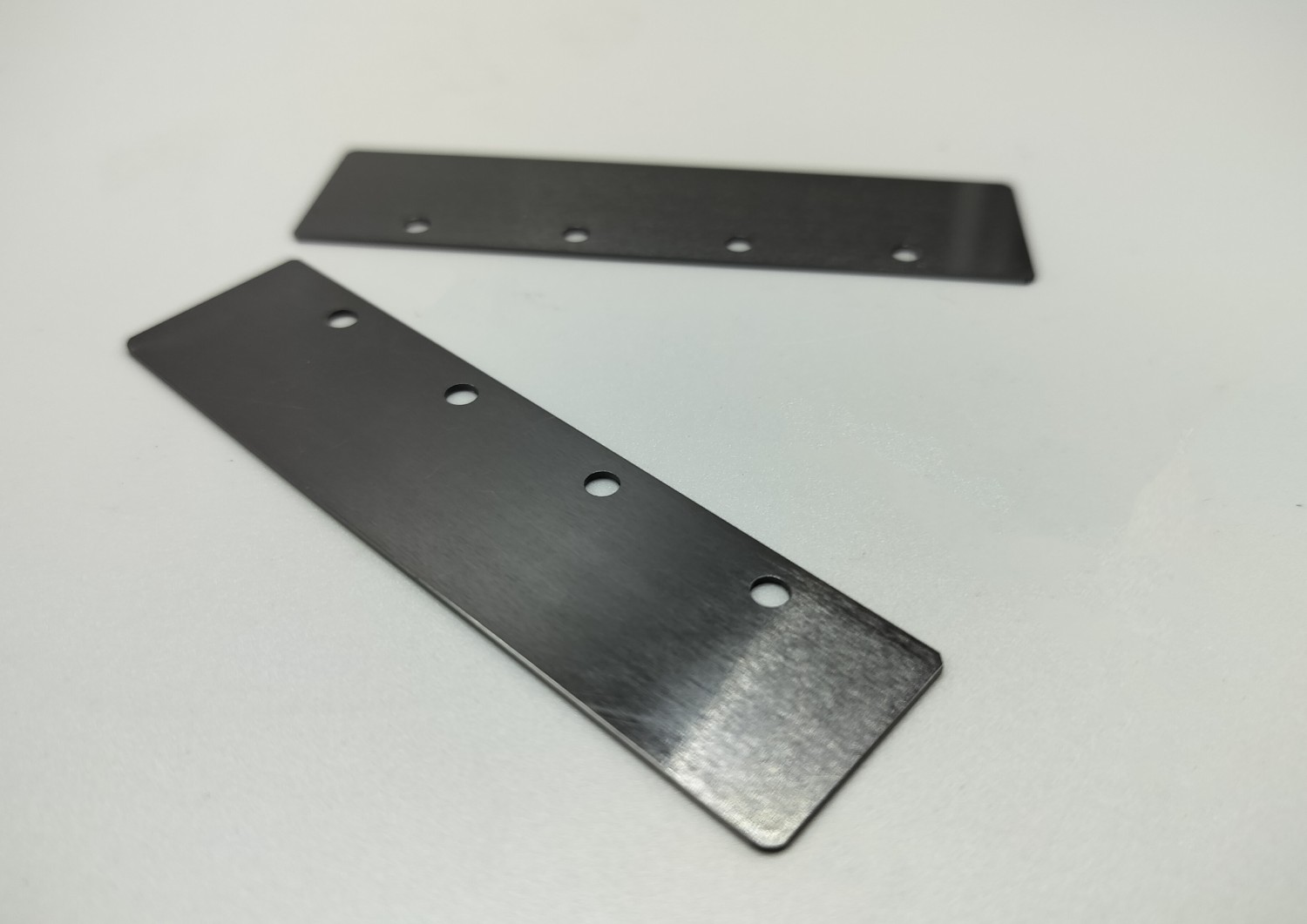
刚用刀片镀无晶钻石膜
刚用刀片镀无晶钻石膜,欣隆自动裁剪机配件镀非晶钻石膜涂层,TAC-ONTM(非品钻石膜)薄膜具有稳定的钻石结构,可形成钻石成分高达88%的sp3斜四方键合。该膜层具有低温沉积、超高硬度,超强附着力、低摩擦系数、化学性质稳定、耐磨损等特点。由FCVA技术产生的特殊无氢结构类钻石膜层可显著延长各类模具、工具、部件的使用寿命,并大幅降低生产维护成本,从而显著提高产能。¥ 0.00立即购买
-

自动裁剪机配件镀非晶钻石膜涂层
欣隆自动裁剪机配件镀非晶钻石膜涂层,TAC-ONTM(非品钻石膜)薄膜具有稳定的钻石结构,可形成钻石成分高达88%的sp3斜四方键合。该膜层具有低温沉积、超高硬度,超强附着力、低摩擦系数、化学性质稳定、耐磨损等特点。由FCVA技术产生的特殊无氢结构类钻石膜层可显著延长各类模具、工具、部件的使用寿命,并大幅降低生产维护成本,从而显著提高产能。¥ 0.00立即购买
-
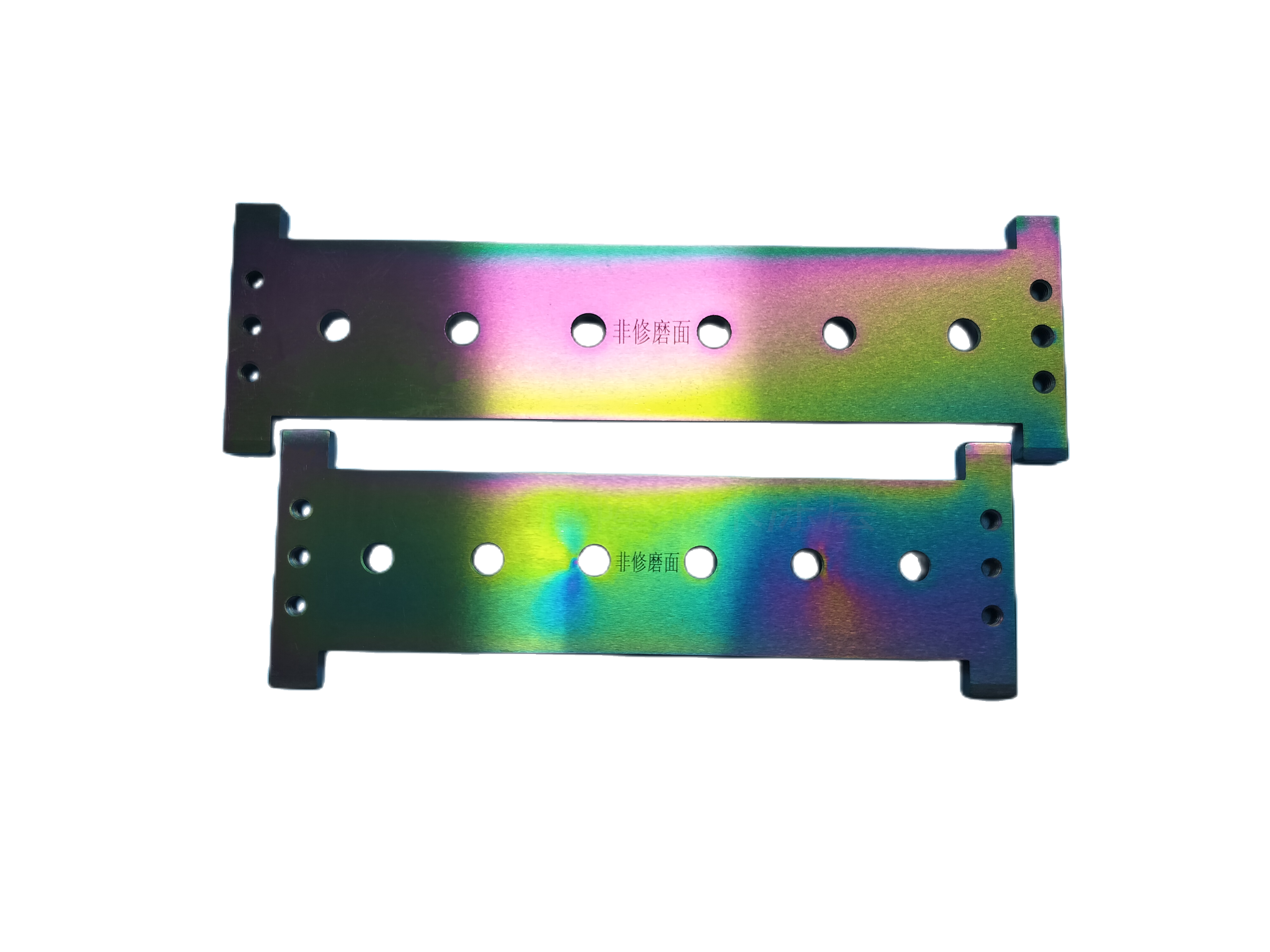
五金配件固定连接片镀彩色 Ta-c涂层
欣隆五金配件固定连接片镀彩色 Ta-c涂层,类金刚石Ta-C(无氢DLC)涂层与天然钻石一样硬,甚至更硬,切削刀具涂上极高硬度和低摩擦的Ta-C,它可以划伤钻石,在上面留下划痕。类金刚石碳Ta-C (无DLC)涂层在维氏硬度测试中测量2000-5500HV,其他类型硬度范用1000-2500HV,欣隆纳米涂层一直专注于DLC涂层领域的研发与生产,¥ 0.00立即购买
-

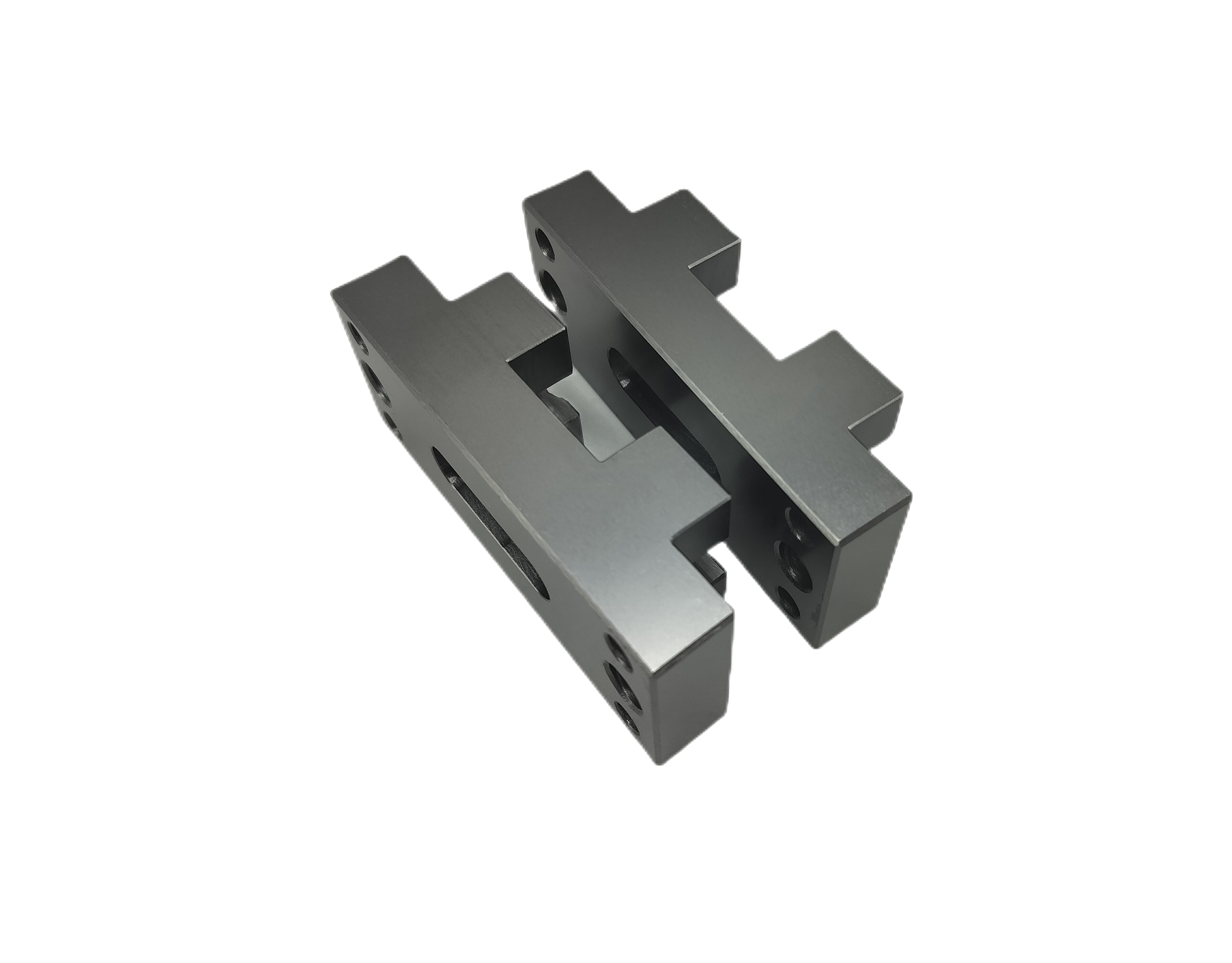
不锈钢方柱镀类金刚石Ta-c涂层
不锈钢方柱镀类金刚石Ta-c涂层是一种无氢和无液滴的超级DLC涂层,与常规DLC涂层相比,其耐温性能提高到500°C。具有更好的耐磨性(+300%),参考硬度为4200HV以上。创造了一个更平滑的涂层,无需任何后期抛光。涂层的硬度提高了40%,达到35-40GPa。硬度和耐磨性的提高,结合低摩擦性能和光滑的表面,为DLC涂层创造了新的性能和寿命标准,欣隆一直专注Ta-c涂层研发和生产,并得到很多客户的信赖与支持,欢迎大家技术咨询。¥ 0.00立即购买
-

TAC彩虹DLC涂层
TAC彩虹DLC涂层¥ 0.00立即购买
-

丝锥TAC七彩涂层
¥ 0.00立即购买
-

玻璃TAC彩色DLC涂层
玻璃TAC彩色DLC涂层¥ 0.00立即购买
-

定制颜色DLC涂层工艺
¥ 0.00立即购买
-

金属小饰品表面dlc颜色定制
¥ 0.00立即购买
-
-
-

精密配件镀WCC镀层
WCC涂层是掺钨含氢非晶碳(a-C:H:W)DLC涂层。与其他元素相比较而言,这种W-DLC涂层摩擦系数较低(通常在干式情况下为0.1~ 0.2),因此具备出众耐磨损性能以及优异耐转动接触疲劳性能。纳隆公司生产的此类W-DLC涂层典型沉积温度低于160°C, 可以在不软化热敏性钢 (如100Cr6) 的条件下完成其镀膜过程。¥ 0.00立即购买
-

WCC涂层(w-dlc涂层)
WCC涂层是掺钨含氢非晶碳(a-C:H:W)DLC涂层。与其他元素相比较而言,这种W-DLC涂层数字较低(通常在干式情况下为0.1~ 02),因此具备出众耐磨损性能以及优异耐转动接触疲劳性能。纳隆公司生产的此类W-DLC涂层典型沉积温度低于160°C, 可以在不软化热敏性钢 (如100Cr6) 的条件下完成其镀膜过程 。¥ 0.00立即购买
-

发动机配件镀WCC涂层
20世纪70 年代早期,类金刚石(DLC)涂层才首次见诸报道。工业上应用这种涂层起源于汽车部件,如高压柴油喷射系统和动力传动部件。当今,具有特殊优势的各种 DLC 涂层已在一些领域得到应用。DLC 涂层通常由 sp与 sp键的比值和氢含量来分类。当碳元素通过 sp键结合,就会形成金刚石;通过sp%键结合,就会形成石墨。当sp与sp?键的比值增大时,涂层的硬度通常会增加。¥ 0.00立即购买
-

手拧螺丝镀WCC涂层
手拧螺丝镀WCC涂层,碳化钨涂层的优势1.耐磨: 涂层硬度高,可达到维氏硬度 HV0.11050 以上2.耐腐蚀: 对硫化氢、饱和盐水、二氧化碳等腐蚀环境有很好的抗腐蚀作用.3.耐高温: 耐高温,高温稳定性好,这三个优势让很多工件都选择WCC涂层。¥ 0.00立即购买
-

铝件自动化设备配件镀WCC涂层
铝件自动化设备配件镀WCC涂层,WCC碳化钨涂层能解决的问题:1、提高工件的耐磨/耐腐蚀性能。2、镜面模具的保护,不刮花。3、精密零件的自滑润,干摩擦。4、塑料/硅胶/橡胶注塑产品的粘模。¥ 0.00立即购买
-

汽车弹簧支撑杆镀WCC涂层
汽车弹簧支撑杆镀WCC涂层,WCC涂层又称硬碳膜,具有良好的红外透过性能,折射率n≈2左右,同时硬碳膜具有硬度高,抗摩擦磨损和抗腐蚀能力强的特点,特别适合用作硅(n=3.5,一般3~5um波段)和锗(n=4一般8~12um波段)表面增透防护膜。¥ 0.00立即购买
-

拉手铝合金镀WCC碳化钨涂层
拉手铝合金镀WCC碳化钨涂层,欣隆WCC碳化钨涂层能解决的问题:1、提高工件的耐磨/耐腐蚀性能。2、镜面模具的保护,不刮花。3、精密零件的自滑润,干摩擦。4、塑料/硅胶/橡胶注塑产品的粘模¥ 0.00立即购买
-
-
-

氮化钛TIN涂层
TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色,可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-

摩托车减震芯镀氮化钛涂层
TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-

拉伸模具镀AICrN(氮化铬铝)涂层
AICrN 涂层广泛应用,具有极的高硬度、韧性、红硬性。这些性能的结合使其冲压模具、拉伸成型模具等应用上有着显著的效果,此外,AICrN 涂层具有优良的热稳定性和耐腐性性,针对铝压铸模,ACrN 涂层能够有效减少常见的腐蚀性和黏料情况。¥ 0.00立即购买
-

螺杆镀氮化钛涂层
TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-
医疗器械TIN涂层
氮化钛涂层又称TIN涂层,单边膜厚2-4um,维氏硬度2200HV,涂层颜色,金黄最高,适应温度580°,磨擦系数0.3涂层生成温度<500℃,主要优点提高耐磨性,减小摩擦系数,防止粘结。¥ 0.00立即购买
-

零部件氮化钛涂层
零部件氮化钛涂层,TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-
刀具镀黄钛TIN涂层
黄钛及氮化钛涂层(TiN) 是一种通用型PVD涂层,涂层厚度在2300HV,是工艺成熟和应用普遍的硬质涂层材料,具有高硬度高耐磨性寄耐氧化特性,适用于大多数切削刀具和高速钢切削刀具或成形工具,改善其加工性能。也适合多数成形模具及抗磨损。¥ 0.00立即购买
-

切削刀具镀AITiN氮化铝钛涂层
切削刀具镀AITiN氮化铝钛涂层,切削刀具丝锥无涂层容易断裂且粘刀,在使用AITiN氮化铝钛涂层后,硬度提升到3500HV,且耐磨,摩擦系数非常小,不易断裂,达到无油自润滑的状态这大大增加了挤压丝锥的寿命。¥ 0.00立即购买
-

ALCRN铬铝涂层
ALCRN铬铝涂层,欣隆铝合金压铸件镀ALCRN铬铝涂层,外观颜色:灰黑色,涂层维氏硬度:3500HV,涂层干摩擦系数:k=0.3,适应工作温度:<900C,涂层抗腐蚀性:++++-高强度涂层,具有较高硬度、抗腐蚀和高溫氧化功能,涂层厚度:2-3.5μ,涂层应用领域: ①适合对硬度高、腐蚀性和高温氧化要求较高的工具和零部件; ②对“含C元素高”的工件材质,如:“高速钢工模具”有“抑制C元素析出”功能,红硬性好: ③适合于改善粘模、凹位滑块、滑动部件、塑料模具、冲压成型、压铸模具、粉末冶金模具、等子氧化+PVD组合工艺等:¥ 0.00立即购买
-

304不锈钢镀碳氮化钛TICN涂层
304不锈钢镀碳氮化钛TICN涂层,TiCN涂层特点:呈灰黑色,具有较低的内应力,比较高的韧性,良好的润滑性,并具备高硬度(HV3200)耐磨损等特性。适用于要求较低的摩擦系数又要求较高硬度的场合,如切削工具成型模具、冲压模具等¥ 0.00立即购买
-
数控加工模具镀ALCRN(铬铝钛)多元复合涂层
欣隆数控加工模具镀ALCRN(铬铝钛)多元复合涂层,外观颜色:灰黑色,涂层维氏硬度:3500HV,涂层干摩擦系数:k=0.3,适应工作温度:<900C,涂层抗腐蚀性:++++-高强度涂层,具有较高硬度、抗腐蚀和高溫氧化功能,涂层厚度:2-3.5μ,涂层应用领域: ①适合对硬度高、腐蚀性和高温氧化要求较高的工具和零部件; ②对“含C元素高”的工件材质,如:“高速钢工模具”有“抑制C元素析出”功能,红硬性好: ③适合于改善粘模、凹位滑块、滑动部件、塑料模具、冲压成型、压铸模具、粉末冶金模具、等子氧化+PVD组合工艺等:¥ 0.00立即购买
-

轴杆镀络铝涂层
轴杆镀络铝涂层,铬铝涂层又名AlCrN涂层,具有优良的热稳定性和耐腐蚀性,高硬度,高耐磨,高耐温,低摩擦系数等,最高耐热温度可以达到1000℃,而且涂层的硬度也有所提高,最高可达3500HV。特别适用于高速干切削及高硬切削。针对铝压铸模,AlCrN涂层能够有效减少常见的腐蚀性和黏料情况。¥ 0.00立即购买
-










































