

-

氮化钛TIN涂层
TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色,可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-

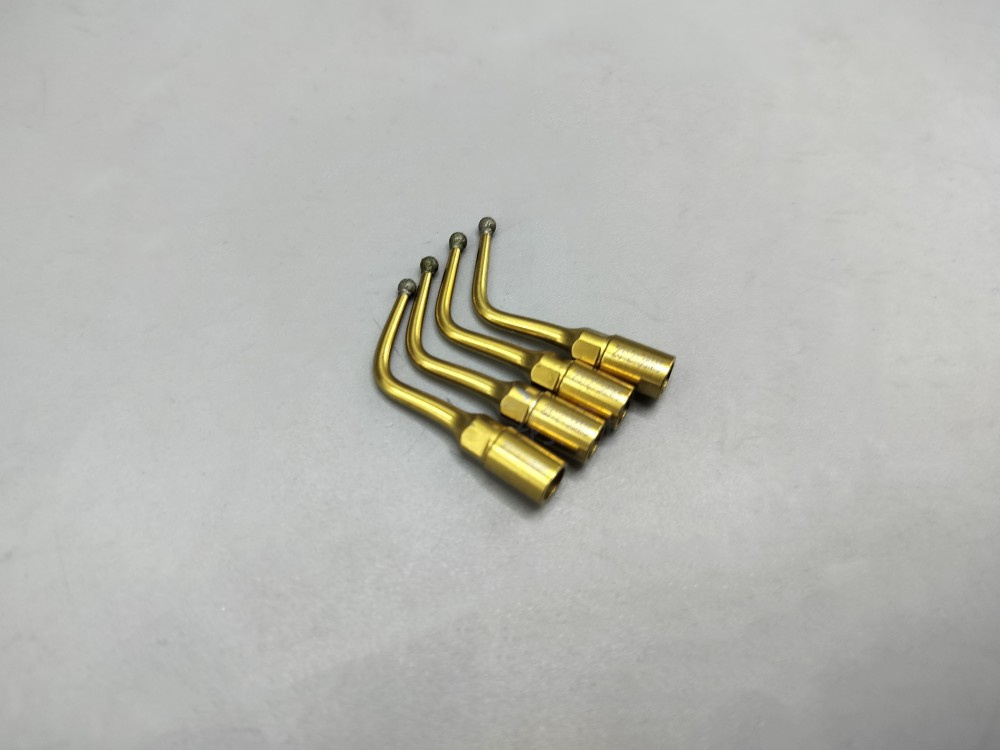
摩托车减震芯镀氮化钛涂层
TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-

拉伸模具镀AICrN(氮化铬铝)涂层
AICrN 涂层广泛应用,具有极的高硬度、韧性、红硬性。这些性能的结合使其冲压模具、拉伸成型模具等应用上有着显著的效果,此外,AICrN 涂层具有优良的热稳定性和耐腐性性,针对铝压铸模,ACrN 涂层能够有效减少常见的腐蚀性和黏料情况。¥ 0.00立即购买
-

螺杆镀氮化钛涂层
TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-
医疗器械TIN涂层
氮化钛涂层又称TIN涂层,单边膜厚2-4um,维氏硬度2200HV,涂层颜色,金黄最高,适应温度580°,磨擦系数0.3涂层生成温度<500℃,主要优点提高耐磨性,减小摩擦系数,防止粘结。¥ 0.00立即购买
-

零部件氮化钛涂层
零部件氮化钛涂层,TIN 是一种通用型 PVD涂层,具有较高的性价比是相当稳定的化合物,可以提高刀具工具硬度并具有较高的氧化温度。该涂层用于高速钢切削刀具或成形工具可获得很不错的加工效果。氮化铁涂层及其烧结体具有令人满意的金黄色可作为代金装饰材料,具有很好的仿金效果、装饰价值,并具有防腐、延长工艺品的寿命。¥ 0.00立即购买
-
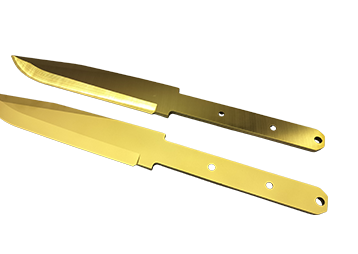
刀具镀黄钛TIN涂层
黄钛及氮化钛涂层(TiN) 是一种通用型PVD涂层,涂层厚度在2300HV,是工艺成熟和应用普遍的硬质涂层材料,具有高硬度高耐磨性寄耐氧化特性,适用于大多数切削刀具和高速钢切削刀具或成形工具,改善其加工性能。也适合多数成形模具及抗磨损。¥ 0.00立即购买
-

切削刀具镀AITiN氮化铝钛涂层
切削刀具镀AITiN氮化铝钛涂层,切削刀具丝锥无涂层容易断裂且粘刀,在使用AITiN氮化铝钛涂层后,硬度提升到3500HV,且耐磨,摩擦系数非常小,不易断裂,达到无油自润滑的状态这大大增加了挤压丝锥的寿命。¥ 0.00立即购买
-

ALCRN铬铝涂层
ALCRN铬铝涂层,欣隆铝合金压铸件镀ALCRN铬铝涂层,外观颜色:灰黑色,涂层维氏硬度:3500HV,涂层干摩擦系数:k=0.3,适应工作温度:<900C,涂层抗腐蚀性:++++-高强度涂层,具有较高硬度、抗腐蚀和高溫氧化功能,涂层厚度:2-3.5μ,涂层应用领域: ①适合对硬度高、腐蚀性和高温氧化要求较高的工具和零部件; ②对“含C元素高”的工件材质,如:“高速钢工模具”有“抑制C元素析出”功能,红硬性好: ③适合于改善粘模、凹位滑块、滑动部件、塑料模具、冲压成型、压铸模具、粉末冶金模具、等子氧化+PVD组合工艺等:¥ 0.00立即购买
-

304不锈钢镀碳氮化钛TICN涂层
304不锈钢镀碳氮化钛TICN涂层,TiCN涂层特点:呈灰黑色,具有较低的内应力,比较高的韧性,良好的润滑性,并具备高硬度(HV3200)耐磨损等特性。适用于要求较低的摩擦系数又要求较高硬度的场合,如切削工具成型模具、冲压模具等¥ 0.00立即购买
-
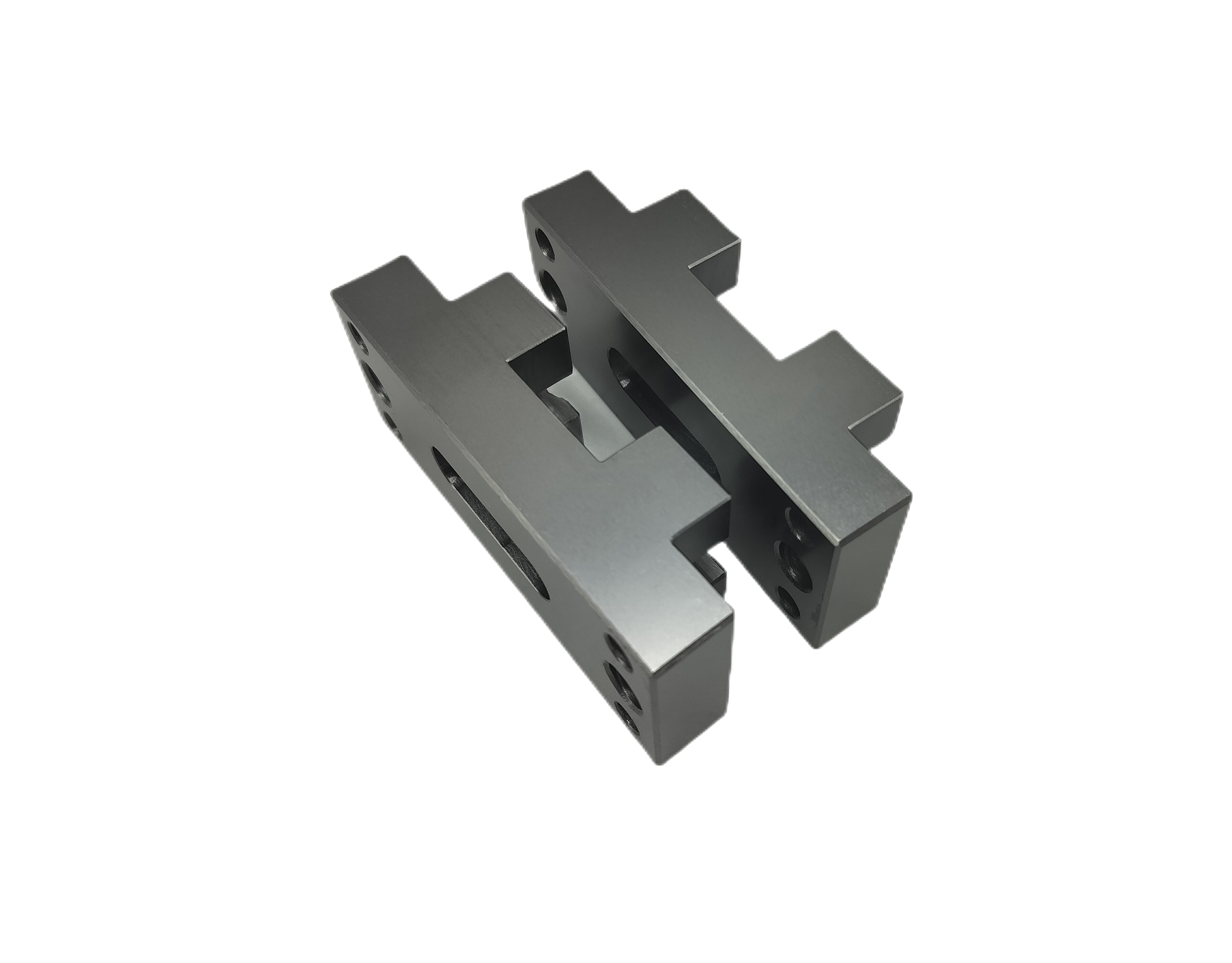
数控加工模具镀ALCRN(铬铝钛)多元复合涂层
欣隆数控加工模具镀ALCRN(铬铝钛)多元复合涂层,外观颜色:灰黑色,涂层维氏硬度:3500HV,涂层干摩擦系数:k=0.3,适应工作温度:<900C,涂层抗腐蚀性:++++-高强度涂层,具有较高硬度、抗腐蚀和高溫氧化功能,涂层厚度:2-3.5μ,涂层应用领域: ①适合对硬度高、腐蚀性和高温氧化要求较高的工具和零部件; ②对“含C元素高”的工件材质,如:“高速钢工模具”有“抑制C元素析出”功能,红硬性好: ③适合于改善粘模、凹位滑块、滑动部件、塑料模具、冲压成型、压铸模具、粉末冶金模具、等子氧化+PVD组合工艺等:¥ 0.00立即购买
-

轴杆镀络铝涂层
轴杆镀络铝涂层,铬铝涂层又名AlCrN涂层,具有优良的热稳定性和耐腐蚀性,高硬度,高耐磨,高耐温,低摩擦系数等,最高耐热温度可以达到1000℃,而且涂层的硬度也有所提高,最高可达3500HV。特别适用于高速干切削及高硬切削。针对铝压铸模,AlCrN涂层能够有效减少常见的腐蚀性和黏料情况。¥ 0.00立即购买











